The quality inspection standards for stainless steel pipes
Publisher:Jiangsu Farrand Metal Products Co., Ltd. Release time:2025-07-08 13:21:06 Number of clicks:
Close
Quality inspection standards for stainless steel square and rectangular tubes: 1. Outer weld bead

1) The grinding should be clean and even, free of black lines, no hand feel, no patterns, and the grinding width should be kept within 0.6 to 0.8 centimeters.
2) For thicknesses of 0.38(inclusive) or less, no grinding is required. The weld bead should be placed on the positive corner of the product, and the weld seam should be evenly distributed on both sides of the pipe corner. It must not be skewed to avoid black lines after polishing in the later section.
3) For products with a thickness of 0.38(inclusive) or more, all three grinding passes should be fully opened, and the third pass should completely cover the grinding marks of the first two passes, ensuring there are no black lines or patterns.
2. Inner weld bead: The weld is fully penetrated and smooth. The inner protection is white without discoloration. Each product is equipped with an inner protection.
3. Pipe surface: The pipe surface is uniform in size, free of concave surfaces, waves, scratches, pressure marks, and pressure points. The pipe surface with a thickness of less than 0.5 is made into a bulge, with uniform bulging on all four sides. The bulging degree is effectively combined with the thickness, and there is no unevenness after polishing.
4. Cross-section of the pipe opening: The cut is smooth without beveling, the pipe opening is not deformed, and there are no residual burrs at the pipe corners.
5. Pipe corners: The formed four corners should be uniform without any hooked corners, and the formed weld corners should have no sharp corners or sharp edges.
6. Weld seam: After forming, the weld seam should be free of waves. For thicknesses of 0.38(inclusive) or less, the weld seam should be placed at the corner of the pipe after forming. For thicknesses of 0.45(inclusive) or more, the weld seam should be placed on one side of the pipe corner to prevent protrusions.
7. Diagonal: The diagonal tolerance is within 30 microns. www.boismarinecreation.com
8. Steel stamp: Printed completely and clearly, each product should be stamped with a steel stamp. The square distance tube should be punched in the middle of the tube surface and must not be punched at the tube corner. The distance tube should be punched in the middle of the small surface.
9. Length: Add 0.5 cm as per production requirements. No reduction or excess is allowed.
Product Recommendation
 304 hot-rolled stainless steel plate
304 hot-rolled stainless steel plate  316 hot-rolled stainless steel plate
316 hot-rolled stainless steel plate 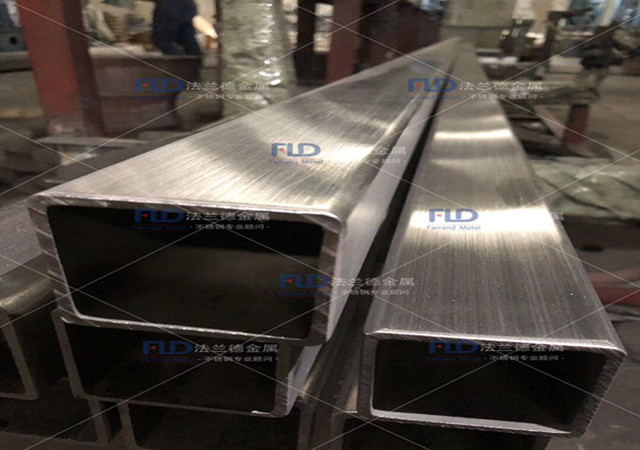 Processing of stainless steel square tubes
Processing of stainless steel square tubes  Zhangpu Stainless Steel
Zhangpu Stainless Steel  310s hot-rolled stainless steel plate
310s hot-rolled stainless steel plate


 3 / 3
3 / 3


 Scan the code
Scan the code Scan the code
Scan the code